
At Smart Factory we are at the forefront of Industrial Internet of Things (IIOT) technologies
As the Industrial Internet of Things becomes more popular, how can you leverage this technology to make a difference to you factory?
As more factories become automated, it’s clear that communications between machines, robots, and the computers that direct them is critical. The more information that’s communicated, the greater the productivity. But with ever-larger amounts of data being communicated, the need to analyse and interpret the information, and use it in decision-making, becomes that much more critical. Integration of wireless sensor networks and artificial intelligence (AI) helps meet those demands.
The ultimate solution, of course, is the industrial internet of things or IIoT. This is the application of standard IoT concepts to manufacturing. IIoT is essentially the monitoring and control of factory equipment using wireless methods, internet cloud connectivity, and advanced data analysis incorporating artificial intelligence. You may also know of this as Industry4.0, the German reference to the current fourth generation of manufacturing, that incorporates better communications and intelligent computers and software to greatly improve manufacturing through automation.
IIoT advocates connecting all possible devices with sensors to a network that’s able to send the data to computers that can store, analyze and display the data. Software will analyze the data and harvest the knowledge it contains to help make smart decisions that will succeed in achieving the productivity objectives previously set.
Virtually every employee, tool, robot, or device contains valuable data that can potentially improve your manufacturing operations. Such data will identify inefficiencies, spot potential problems, and provide improved quality control. The outcome could produce a competitive edge. An IIoT system can also spot trends, help streamline the manufacturing process, avoid downtime, and optimize your existing assets. The whole approach involves new hardware and software.
Wireless Factory Communications
In the past, wired communications was the norm in factory automation. Many special networks and fieldbuses were created to connect sensors and controlled devices to computers and one another. Many of these networks are still used. In addition, Ethernet has emerged as THE networking technology of choice for industrial applications, sometimes replacing older legacy technologies.
Furthermore, wireless technology has become more reliable with many flexible choices. Thus, it’s emerging as a way to not only replace older systems, but also to increase the amount of sensor monitoring, further increasing the breadth of useful machine data. Below is a rundown of some choices to consider when looking to expand the communications capabilities for a factory automation system.
SmartFactory go Wireless.

No costly cable drops, reprogramming and re-validation. We extract data in hours saving thousands with our non invasive overlay system.
In Q1 of Last year we launched our new Company, SmartFactory, based in the Nexus Innovation Centre in the University of Limerick Ireland. Over the previous 12 months as we were promoting data visualisation, we have had numerous site visits with some of the tier1 manufacturing companies in Ireland. Coming from data-centric backgrounds, we were very surprised to discover that although many potential customers were really impressed with our data visualisation software, they don’t have automated data acquisition systems. Even some of the most successful multinational companies believe that the costs and effort to implement a data gathering system on legacy or stand-alone machines is prohibitive or won’t provide them with the information they require. Therefore, we have developed a solution to wirelessly gather production information from any type of equipment, using low-cost IIoT devices, see below:
Our smart solutions reduce the amount of resources required to gather and communicate critical information across an organisation and dynamically translate this data into actionable intelligence. Our solutions are built on the industry proven technology of our hardware partners Siemens and Banner, and our data acquisition, analytics and visualisation tools are best-in-class. We help identify hidden losses, thus reducing planned and unplanned downtime, increasing productivity and maximising efficiency. We have been chosen by Siemens as a solution partner for their digital factory technology and are the first partners to be nominated by them in Ireland, in more than twenty years.
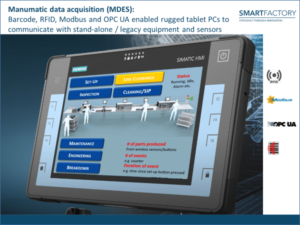
We have also developed a solution for manufacturing which includes tough tablet PC’s and wireless buttons, sensors and light stacks. The manumatic (part-manual, part-automatic) system counts the number of units, rework and scrap produced and provides a visual indication when the semi-automatic production process is running at the required cycle speed. The operator logs in to the “work-cell” using the barcode or RFID reader on the tablet. The system reports equipment efficiency (OEE) in real-time, per work-cell and can also be used to report the output per operator. If the cycle-time of a given process exceeds a pre-set target, the operator is prompted to add a comment/explanation via a pop-up on the tablet.
About our partners
Siemens is active in more than 200 countries, focusing on the areas of electrification, automation and digitalisation. One of the world’s largest producers of energy-efficient, resource-saving technologies, Siemens is No. 1 in offshore wind turbine construction, a leading supplier of combined cycle turbines for power generation, a leading provider of power transmission solutions and a pioneer in infrastructure solutions and automation and software solutions for industry. The company is also a leading supplier of medical imaging equipment – such as computed tomography and magnetic resonance imaging systems – and a leader in laboratory diagnostics as well as clinical IT.
Banner Engineering is a global company and a globally recognized leader in the field of process and industrial automation. Their sensors and vision sensors, LED lights and indicators, wireless and safety products are used by companies large and small, from industry leaders in the Fortune 500 to innovators just entering the market. Headquartered in Minneapolis, MN, Banner has sales offices, production facilities, and field representatives throughout North and South America, Asia, Africa, Australia, and Europe. Companies all around the world use their award winning products and solutions to increase efficiency, reduce expenses, ensure quality, monitor and control processes, safeguard equipment and protect personnel. For five decades Banner Engineering have grown their business, relying on the quality and performance of their products and solutions, as well as their expertise, experience and integrity.
Office +353 61 518443
SmartFactory, NEXUS Innovation Centre, University of Limerick, Limerick, IRELAND




{kind=link}